فهرست راهنمای نصب لوله پلی اتیلن دوجداره
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت اول
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت دوم
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت سوم
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت چهارم
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت پنجم
- راهنمای نصب لوله پلی اتیلن دو جداره – قسمت ششم
۲- فرآیند تولید
۲-۱- لوله دوجداره ی پلی اتیلن کاروگیت
صنعت لوله پلی اتیلن کاروگیت از نظر تکنولوژیکی، فرآیند تولید و کنترل حین تولید به سرعت در حال پیشرفت است. فرآیند اکستروژن پیوسته برای تولید این نوع لولهها استفاده میشود. فرآیند تولید به پنج مرحله تقسیم میشود. این پنج مرحلهی اصلی برای فرآیند تولید لوله پلی اتیلن کاروگیت در شکل ۳ نشان داده شده است.
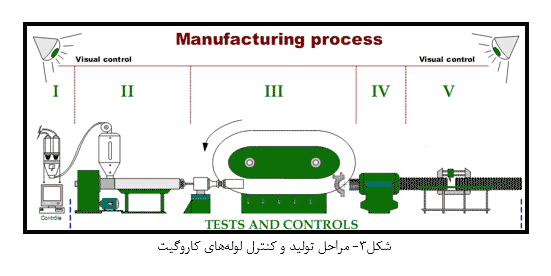
این مراحل عبارتند از: آماده سازی مواد اولیه، اکستروژن، کاروگیت نمودن، کالیبراسیون و پرداخت نهایی به طوریکه در طول مراحلِ دو تا پنج، ارزیابی مداوم محصول توسط آزمونهای کنترلی صورت میگیرد.
۲-۱-۱- آماده سازی مواد اولیه
این مرحله از اهمیت زیادی در فرآیند تولید برخوردار است چون مستلزم مشارکت کارکنان در سطوح مختلف میباشد. آماده سازی مواد اولیه با سفارش خرید شروع گشته و با تهیه ی آمیزه و انتقال آن به قیف اکسترودر پایان مییابد. این مرحله به طور مستقیم به برنامه ی تولید متصل است. مراحل این فاز عبارتند از: سفارش خرید، دریافت، انبارکردن و تهیه ی آمیزه.
سفارش خرید
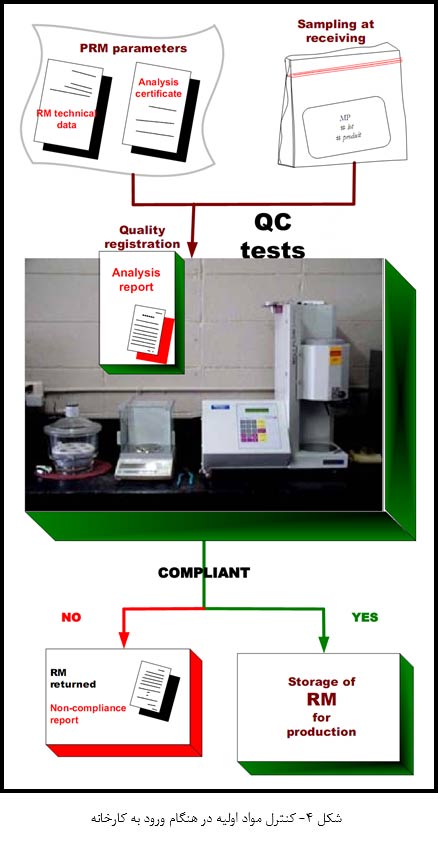
مواد اولیه ی مورد استفاده در فرآیند تولید، توسط کارکنان در یک تیم عملیاتی به عنوان تولید/ تضمین کیفیت و خرید،بر اساس مشخصات فنی مواد اولیه، معیارهای مورد نیاز استانداردهای محصول، قابل اطمینان بودن تامین کننده و آزمونهای کنترل کیفیت مواد اولیه و محصول تهیه شده از آن، تایید میشود. در صورتی که مواد اولیه کیفیت مورد نظر را دارا باشد سفارش و خرید محصول ممکن خواهد بود. این مراحل به صورت اجمالی در شکل ۴ قابل مشاهده میباشد.
دریافت و انبار نمودن
مواد اولیه در هنگام ورود به کارخانه، توسط مسئول کنترل کیفیت نمونه برداری شده، ارزیابی و تطابق مشخصات مورد درخواست با محمولهی ارسالی بر اساس مشخصات مندرج در برگه ی مشخصات کالا و بارنامه صورت میگیرد. مسئول کنترل کیفیت، آزمونهای استاندارد را بر روی نمونه برای تعیین تطابق محموله و ارائهی گزارش انجام میدهد که در صورت مطابقت محموله ثبت و انبار میشود و در صورت مغایرت مواد اولیه دریافتی با استانداردهای مربوطه، محموله عودت داده میشود.
آماده نمودن ترکیب مواد اولیه
ترکیب مواد اولیه بر اساس نوع لوله و استاندارد محصول، با وجود حفظ کیفیت مورد نیاز، متفاوت خواهد بود. در طی فرآیند مخلوط نمودن مواد، حداقل ۲ و حداکثر ۵/۲ درصد دوده به عنوان محافظ اشعه ی فرابنفش اضافه میشود. مسئول کنترل کیفیت آزمون لازم را بر روی مخلوط به منظور حصول اطمینان از درصد صحیح دوده و دارا بودن مشخصات لازم انجام میدهد (شکل ۴).
۲-۱-۲- اکستروژن
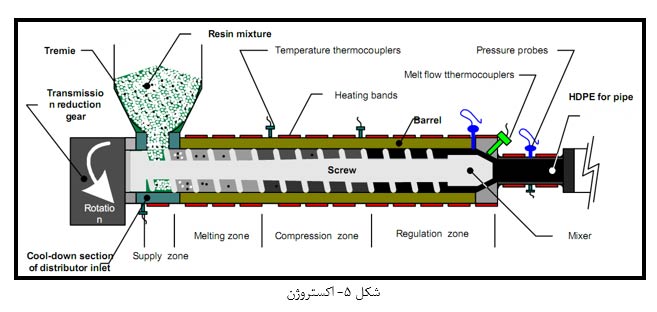
در مرحله ی اکستروژنِ ترموپلاستیک ها، ذوب پلیمر توسط گرمای ایجاد شده داخل اکسترودر صورت میگیرد. ذوب پلی اتیلن سنگین توسط تنظیم دقیق پروفایل دمایی در نواحی مختلف بر اساس نوع پلیمر کنترل میشود که سبب ایجاد فشار بهینه در خروجی اکسترودر میشود. این کار توسط پرسنل تولید بر اساس دستورالعمل مدون در راهنمای تضمین کیفیت و روش کار انجام میشود (شکل۵).
۲-۱-۳- کاروگیت نمودن
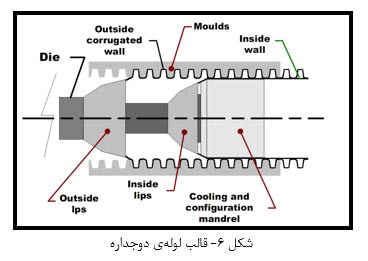
در ادامه ی اکستروژن، پلی اتیلن از دای عبور کرده و در خروجی دای به شکل لوله درمی آید. سپس فرآیند کاروگیت نمودن سطح خارجی لوله ی دوجداره به وسیله قالب و اعمال خلاء صورت میگیرد در حالی که سطح داخلی لوله صاف میباشد. این فرآیند قالبگیری به وسیله قالبهای کاروگیت کننده ی دوار و به صورت پیوسته انجام میگیرد. بر اساس نوع لوله ی مورد نظر قطعات و قالبهای لازم بر روی خط تولید نصب میشود. در طی فرآیند تولید تثبیت ضخامت لایههای لوله پلی اتیلن، سرعت تولید و دماها در مقدار بهینه تنظیم میشود. مسئول کنترل کیفیت کنترلهای لازم را بر روی محصول نهایی به منظور حصول اطمینان از دارا بودن کیفیت لازم انجام میدهد. شکل ۶ قالب لوله ی دوجداره را نشان میدهد.
۲-۱-۴- کالیبراسیون
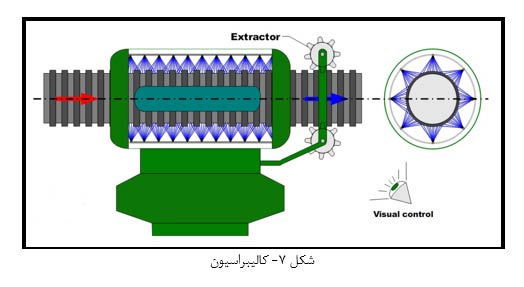
در تولید لوله پلاستیکی مرحله ی خنک نمودن برای ایجاد پایداری ابعادی ضروری میباشد. این مرحله کالیبراسیون نام دارد و بر اساس ضخامت لوله و سرعت تولید متغیر است. خنک کاری توسط نازلهای آب تعبیه شده در دور تا دور لوله در طول کالیبراتور انجام میگیرد (شکل ۷). دمای آب سیستم خنک کاری نیز تحت کنترل میباشد.
۲-۱-۵- پرداخت نهایی و بستهبندی
در مرحله ی نهایی از فرآیند تولید، از لوله کاروگیت نمونه برداری شده و واحد کنترل کیفیت آزمونهای مربوطه را برای تعیین تطابق محصول در طول فرآیند تولید با مشخصات لازم و بهینه سازی تنظیمات انجام میدهد.
۲-۱-۶- کنترل ها و آزمونها
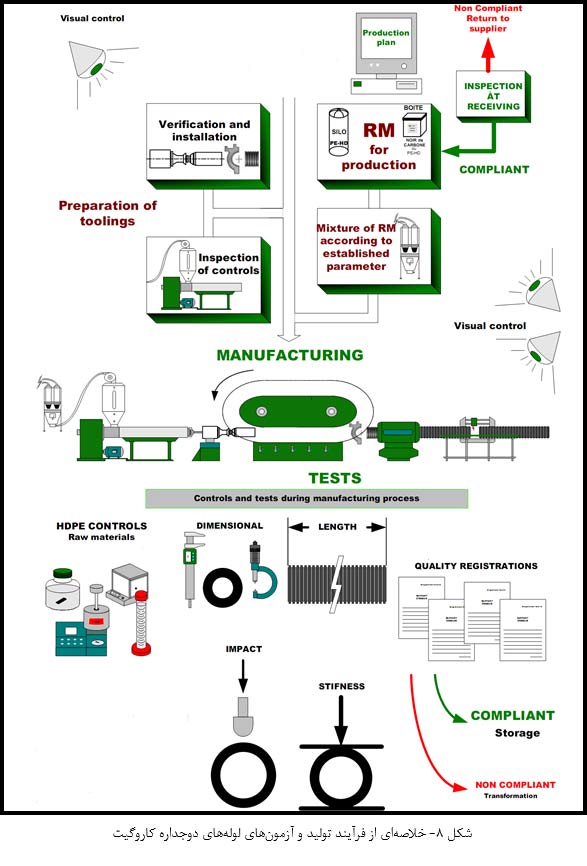
در طی کل چرخه ی تولید از مرحله ی دو تا پنج، محصول توسط پرسنل تولید و مسئول کنترل کیفیت، کنترل میشود. در نهایت واحد کنترل کیفیت از سریهای تولیدشده ی مختلف نمونه برداری نموده و بر اساس آزمونهای استاندارد محصول، تایید نهایی را انجام میدهد. شکل ۸ به طور خلاصه نشان دهنده ی مراحل تولید و آزمونها میباشد.
۲-۲- لوله پلی اتیلن دوجداره ی اسپیرال
لوله فاضلابی با قطر بزرگ در بازار جهانی و به ویژه برای پروژههای زیرسازی، بسیار مورد تقاضا میباشد. لوله اسپیرال عموما در اندازههای بزرگ واز پلی اتیلن سنگین تولید میشوند و تکنولوژی پیشرفته برای تولید آنها استفاده میشود. این لولهها برای انتقال سیال در شرایط ثقلی و کم فشار به کار برده میشوند. مواد اولیه برای این لولهها نیز دربرگیرنده ی مشخصههای کلی لوله پلی اتیلن دوجداره است.
لوله پلی اتیلن اسپیرال سبک تر از لوله پلی اتیلن تک جداره میباشند که آنها را به گزینه ی مناسبی برای انتقال فاضلاب یا سیالات مشابه در شرایط کم فشار تبدیل میکند. همچنین این لولهها در مواردی که وزن خاک، بالاتر از حد تحمل لوله کاروگیت میباشد یا در کانالهای هوای رو یا زیر زمین در فشار کم نیز مناسب میباشند.
۲-۳- لوله پلی اتیلن تحت فشار
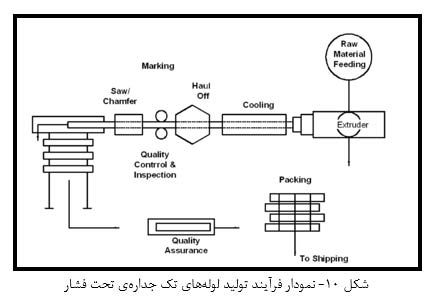
لوله پلی اتیلن تحت فشار توسط فرآیند اکستروژن تولید میشوند. فرآیند اکستروژن شامل تبدیل مواد اولیه ی مناسب به یک محصول با سطح مقطع مشخص توسط اعمال نیرو برای عبور مواد از قالب مربوطه تحت شرایط کنترل شده میباشد.الزامات مشخصی برای دستگاه و مواد اولیه مورد نیاز میباشد. دستگاه باید قابلیت تامین فشار مناسب به صورت یکنواخت و پیوسته را بر روی مواد داشته باشد. مواد باید به گونهای باشد که تحت اعمال شرایط مناسب و فشار لازم جریان یافته و با حذف شرایط به حالت جامد درآید. اکسترودر تک پیچه برای اکسترود نمودن مواد پلی اتیلن سنگین مورد استفاده قرار میگیرد. اکسترودر اساسا شامل یک سیلندرو یک ماردون با طراحی خاص به منظور اطمینان از ذوب مناسب مواد میباشد. در حالی که سیلندر ثابت است، ماردون در خلاف جهت عقربههای ساعت میچرخد. قسمتهای مختلف اکسترودر تک پیچه در شکل ۹ قابل مشاهده است.
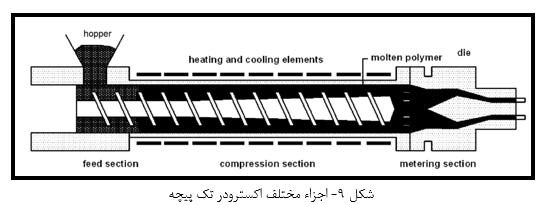
بسته به اندازه ای که باید تولید گردد دای یا قالب مربوطه در قسمت مناسب اکسترودر نصب میشود. سیلندر، قالب و سایر قسمتهای مورد نیاز توسط گرم کنندهها گرم میشوند و دما توسط پیرومتر کنترل میشود. زمانی که دمای مورد نظر ایجاد شد، مواد اولیهبه صورت گرانول به داخل دستگاه اکسترودروارد شده و در اثر حرارت ذوب میشود. مواد ذوب شده به تدریج از قالب خارج شده و سپس مواد ذوب شده به وسیله ماردون (میله مارپیچ) به جلو رانده میشود و پس از خروج از اکسترودر وارد قالب میشود. مواد پس از خروج از سر قالب، از کالیبراتور عبور نموده و در تانک وکیوم با اعمال فشار مناسب شکل داده میشوند. سطح لوله به محض خروج از کالیبراتور بوسیله لایههایی از جریان آب سرد خنک میشود.حرارت بالای مذاب پلی اتیلن بعد از خروج از قالب بهتدریج در تانک وکیوم و پس از آن در تانکهای خنککننده با استفاده از آب در حال جریان کم میشود.لوله پلی-اتیلن تولیدشده بوسیله دستگاه کشنده بهتدریج از درون تانکهای خلاء و خنککنندهکشیده شده و بوسیله دستگاه علامت زن، مشخصات فنی، تاریخ تولید، علامت استانداردو نشان اختصاری نام شرکت بر روی آن ثبت میشود و سپس بوسیله دستگاه برش در متراژهای مختلف و معین بریده میشوند. برای حصول اطمینان از کیفیت محصول نهایی، کلیه ی مراحل تولید توسط دستگاههای اتوماتیک و همچنین توسط واحد کنترل کیفیت، کنترل میشود. مراحل مختلف فرآیند تولید در شکل ۱۰ قابل مشاهده است.